

Створення коліна для трубопроводу власноруч є критично важливою навичкою при монтажі водостоків, вихлопних систем або нестандартної сантехніки. Самостійне виготовлення дозволяє точно підігнати конструкцію під специфічні кути приміщення, де стандартні заводські фітинги виявляються безсилими.
Володіння техніками розмітки та згинання суттєво економить бюджет, оскільки вартість готових поворотів великого діаметра часто перевищує ціну погонного метра труби. Можливість адаптувати радіус повороту під конкретне завдання забезпечує оптимальну гідравліку та естетичний вигляд системи.
Методи холодного та гарячого деформування цілісних труб
Для отримання плавного вигину без розрізання металу використовують технології, що базуються на пластичності матеріалу, враховуючи тип профілю та товщину стінок заготовки.
Основні підходи до гнуття:
- Холодне деформування. Підходить для мідних та тонкостінних сталевих труб із використанням пружинних або важільних механізмів.
- Гаряче гнуття. Застосовується для товстостінних виробів, де локальний розігрів знижує опір металу.
- Заповнення піском. Обов’язкова процедура, що запобігає утворенню «гофри» та сплющуванню внутрішнього радіусу.
Вибір між ручним методом та використанням механізмів залежить від необхідної точності та повторюваності результату. Ручне гнуття з прогріванням газовим пальником дозволяє формувати складні кути, проте потребує постійного контролю температури. Механічні трубогиби забезпечують рівномірний розподіл зусилля, що критично для збереження пропускної здатності магістралі. Для запобігання деформації стінок важливо дотримуватися співвідношення між діаметром та радіусом згину.
| Зовнішній діаметр труби (мм) | Мін. радіус згину (холодний метод) | Мін. радіус згину (з нагріванням) |
|---|---|---|
| 15 — 20 | 3.5 x D | 2.5 x D |
| 25 — 40 | 4.0 x D | 3.0 x D |
| 50 і більше | 5.0 x D | 3.5 x D |
Процес гарячого деформування починається з щільного набивання труби сухим просіяним піском та встановлення дерев’яних заглушок з отворами для виходу газів. Місце майбутнього згину рівномірно прогрівається пальником до вишнево-червоного кольору (приблизно 800 — 900°C), після чого заготовку плавно огинають навколо шаблону або упорів. Важливо уникати перегріву, який може призвести до опіків металу та втрати його міцнісних характеристик.
Для профільних труб (квадратних або прямокутних) ситуація складніша, оскільки їхні стінки схильні до зламу всередину. Тут ефективно працюють роликові верстати, які поступово накочують потрібний радіус за кілька проходів. У разі відсутності верстата, на внутрішній стороні майбутнього коліна роблять серію паралельних пропилів болгаркою, згинають профіль до замикання швів і проварюють їх зварювальним апаратом.
Рівномірний нагрів сталевої заготовки по всьому периметру ділянки деформації є запорукою відсутності внутрішніх напружень та мікротріщин, які можуть спричинити прорив системи під тиском.
Завершальним етапом холодного гнуття є перевірка деталі на відповідність куту за допомогою шаблону з фанери або металевого косинця. Варто враховувати ефект «пружинення» — після зняття навантаження труба може злегка розігнутися, тому зазвичай її гнуть на 2 — 3 градуси більше за необхідне значення. Якщо використовується наповнювач, його видаляють лише після повного остигання металу, щоб зафіксувати отриману геометрію.
Проектування та розрахунок сегментних відводів у CAD-системах
Сучасне проектування колін складних форм базується на використанні програмного забезпечення на кшталт SolidWorks або Fusion 360, що дозволяє уникнути помилок при розмітці. Інструменти середовища «Sheet Metal» (листовий метал) ідеально підходять для створення розгорток, які згодом переносяться на плоский лист або безпосередньо на трубу. Це особливо актуально для виготовлення сегментних відводів великого діаметра, де важливо мінімізувати кількість відходів металу.
Етапи моделювання в САПР:
- Створення траєкторії. Побудова ескізу з осьовою лінією, що визначає внутрішній радіус та кут повороту.
- Визначення сегментів. Розподіл траєкторії на рівні частини для формування плавного переходу (зазвичай від 3 до 5 елементів для кута 90°).
- Використання Weldments. Застосування інструментів зварних деталей для автоматичного підрізування торців під потрібним кутом.
- Генерація розгортки. Отримання плоского креслення кожного сегмента для подальшого вирізання.
Параметри внутрішнього радіусу та кількості сегментів напряму впливають на опір потоку всередині труби. Чим більше сегментів використовується у конструкції, тим меншою буде турбулентність середовища, що проходить через вузол. Для стандартних систем вихлопу або димоходів оптимальним вважається кут повороту 90°, розділений на три проміжні елементи та два крайні напівсегменти.
Після завершення 3D-моделі інженер отримує точні дані про довжину кожної лінії різу. Це дозволяє використовувати верстати з ЧПУ для лазерної або плазмової різки, забезпечуючи ідеальну точність прилягання крайок. Якщо робота виконується вручну, роздруківка розгортки в масштабі 1:1 слугує готовим лекалом для обгортання труби перед роботою болгаркою.
Ключові параметри розрахунку:
- Зовнішній діаметр. Визначає базовий розмір для побудови профілю.
- Радіус коліна. Відстань від центру повороту до осьової лінії труби.
- Товщина стінки. Впливає на розрахунок коефіцієнта зміщення нейтральної лінії при розгортанні.
Для швидкої підготовки файлів часто використовують онлайн-сервіси або спеціалізовані плагіни, що автоматично вираховують координати точок для побудови кривої різу. Такий підхід гарантує герметичність зварного шва, оскільки зазори між сегментами будуть мінімальними та рівномірними по всьому колу.
Використання CAD-систем також дозволяє провести віртуальні випробування на міцність. У модулях симуляції можна побачити зони найбільшої напруги та, за потреби, збільшити товщину стінок або кількість сегментів для посилення конструкції перед початком реального виробництва.
Ручна розмітка труб за допомогою паперових шаблонів-“рибок”
Класичний метод «рибка» дозволяє виконати точну розмітку під зварювання без використання складних програм чи обчислень, покладаючись на геометричну побудову розгортки циліндра. Цей спосіб незамінний у польових умовах, коли необхідно з’єднати дві труби під довільним кутом, забезпечуючи щільне прилягання поверхонь.
Точність побудови шаблону на папері визначає якість майбутнього зварного шва: навіть помилка в 2 міліметри на великому діаметрі може призвести до появи наскрізних щілин.
Для побудови шаблону використовують аркуш паперу, довжина якого дорівнює довжині кола труби (L=π⋅D). Аркуш ділять на рівну кількість вертикальних смуг (зазвичай 8, 12 або 16), на яких відкладають висоти, розраховані графічним методом через проектування кола на площину під заданим кутом. Отримана плавна крива при вирізанні та обгортанні навколо заготовки створює ідеальну лінію різу.
Покроковий алгоритм маркування:
- Підготовка лекала. Накресліть на папері прямокутник і нанесіть криву згідно з розрахунковими точками.
- Фіксація. Щільно обгорніть трубу папером, сумістивши краї, та закріпіть його скотчем.
- Перенесення контуру. Обведіть край паперу маркером або чертилкою по металу.
- Контрольні точки. Поставте мітки на обох частинах труби для правильного центрування після різання.
Під час різання болгаркою важливо тримати інструмент строго перпендикулярно до осі труби або під незмінним кутом, передбаченим шаблоном. Після видалення зайвого металу торці обов’язково зачищаються від задирок та шлаку, щоб забезпечити чистий контакт сегментів.
Особливу увагу приділяють стикуванню: сегменти провертають один відносно одного до досягнення потрібного кута повороту коліна. Якщо розмітка виконана вірно, лінії зрізу мають зійтися без видимих зазорів. Це критично для герметичності, оскільки широкі щілини важко заповнити зварним швом без ризику пропалу стінки або утворення внутрішніх напливів металу.
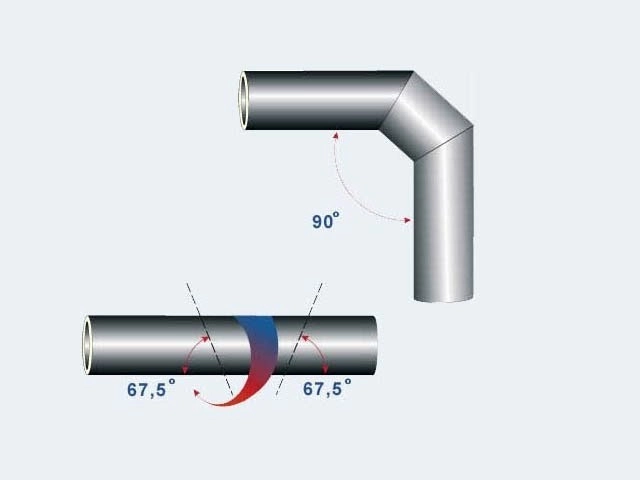
Метод «рибка» однаково ефективний як для простих кутів 90°, так і для створення складних обводів перешкод. Головне — пам’ятати, що при розрізанні однієї труби на дві частини для отримання кута, фактичний кут зрізу на шаблоні має становити половину від цільового кута повороту коліна.
Специфіка виготовлення колін з листової сталі та пластин
Коли виникає потреба у колінах нестандартно великого діаметра або з дуже товстими стінками, вдаються до формування виробів безпосередньо з листового прокату. Технологія суттєво різниться залежно від того, чи працюєте ви з гнучким тонким листом, чи з важкими плитами, що потребують потужного обладнання.
| Параметр | Тонколистовий метал (до 6 мм) | Важкі сталеві пластини (від 6 мм) |
|---|---|---|
| Спосіб формування | Вальцювання в холодну | Гаряче штампування або вальці |
| Обробка крайок | Необов’язкова (до 3 мм) | Зняття фаски (V-подібне) |
| Тип зварювання | MIG/MAG або TIG | MMA або багатошарове напівавтоматичне |
Процес починається з розкрою листа за розгорткою, отриманою в CAD-програмі. Для тонкого металу заготовки вигинають на тривалкових вальцях до отримання форми циліндра або конуса (якщо це перехідне коліно). Після формування замикаючого поздовжнього шва отримують готовий сегмент, який згодом зварюється з іншими для утворення відводу.
При роботі з товстостінними плитами сегменти часто виготовляються методом зварювання двох дзеркальних половин (так званих «черепашок»). Кожна половина штампується або вигинається на пресі, після чого з’єднується двома поздовжніми швами. Цей метод дозволяє створювати коліна для магістралей високого тиску, де цілісність конструкції має вирішальне значення.
Особливості зварювання поворотів:
- Стик у стик. Основний метод з’єднання сегментів для мінімізації гідравлічного опору.
- Повний провар. Необхідність формування зворотного валика шва для максимальної надійності.
- Зачистка. Видалення кореневих дефектів перед накладанням лицьового шару шва.
Фінальна конструкція, зібрана з листового металу, вимагає ретельного контролю геометрії. Через велику протяжність зварних швів можливі температурні поводки (деформації), тому зварювання виконують короткими ділянками врозкид, постійно перевіряючи відповідність внутрішнього діаметра та кута повороту технічному завданню.
Технічні нюанси складання та зварювання сегментних конструкцій
Збірка сегментного коліна починається з ретельної підготовки робочого місця та фіксації елементів у правильному положенні. На відміну від цільногнутих труб, сегментні конструкції мають численні стики, кожен з яких є потенційною точкою напруги, тому порядок дій тут є критичним для підсумкової якості.
Послідовність операцій складання:
- Очищення. Видалення іржі, мастила та фарби на відстані мінімум 20 мм від зони зварювання.
- Прихватки. Точкова фіксація сегментів у 3-4 місцях по колу для запобігання зміщенню.
- Вирівнювання. Виставлення кута за допомогою магнітних косинців або спеціалізованих кондукторів.
- Кореневий шов. Перший прохід зварювання, що забезпечує герметичність та сплавлення крайок.
Під час роботи з великими діаметрами, наприклад, 6 дюймів, особливу увагу приділяють зняттю фаски під кутом 30-35°. Це дозволяє зварному шву проникати на всю глибину стінки труби, що важливо для промислових комунікацій. При складанні сегментів слід залишати невеликий зазор (1-2 мм) між ними, щоб метал шва міг вільно заповнити простір, створюючи надійне з’єднання.
Обробка крайок та зняття фаски перед зварюванням є обов’язковою умовою для отримання якісного провару шва, що безпосередньо впливає на здатність конструкції витримувати вібрації та гідроудари.
Контроль геометрії виконується після кожної прихватки. Навіть незначне відхилення на першому сегменті призведе до великої похибки на виході всього коліна. Для труб великого перерізу часто використовують внутрішні розпірки, які утримують ідеальну форму кола в місці стику, не даючи металу «просісти» під дією високої температури дуги.
Для зварювання круглих труб найкраще використовувати поворотні столи (маніпулятори), які дозволяють зварювальнику тримати пальник нерухомо, поки деталь обертається. Якщо ж зварювання проводиться в стаціонарному положенні, рекомендується використовувати метод «знизу-вгору» для кращого формування ванни металу та уникнення підрізів.
Після завершення зварювальних робіт шви необхідно очистити від шлаку та візуально перевірити на наявність пор, тріщин або незаплавлених кратерів. У відповідальних системах (наприклад, газопроводах або опаленні) готове коліно піддають опресуванню — випробуванню надлишковим тиском повітря або води для підтвердження повної герметичності всіх сегментних з’єднань.
Який метод формування коліна забезпечить максимальну надійність вашої системи?
Вибір між згинанням цільної заготовки та зварюванням сегментів залежить від діаметра труби, наявного інструментарію та вимог до естетики виробу. Для тонких труб малого діаметра найкращим рішенням залишається холодне або гаряче гнуття, оскільки воно зберігає цілісність металу та мінімізує кількість потенційних місць протікання. У випадках із великими діаметрами або складними просторовими поворотами сегментний метод із використанням CAD-моделювання та точної розмітки «рибка» є незамінним. Правильно розрахована розгортка, дотримання температурних режимів при деформації та якісне зварювання з обробкою крайок гарантують довговічність саморобного коліна навіть у складних експлуатаційних умовах..